孔用衬套冷挤压的强化机理与疲劳寿命研究进展
时间: 分类:经济论文 浏览次数:
摘 要:孔结构的紧固连接件是航空领域中的重要基础部件,其应力集中问题一直受到学术界和工业界的重点关注。孔用衬套冷挤压技术通过挤压强化对孔结构引入有效残余应力,改善孔壁周围的微观组织结构,增强孔结构的抗疲劳性能,从而提高航空飞行器的服役寿命。本文以强化后孔结构为研究对象,分析了冷挤压相关技术的研究现状,综述了衬套冷挤压技术的工艺过程及系统组成,分别从应力分布和微观组织演化的角度对强化作用机理进行系统分析和总结,详细介绍了孔用衬套冷挤压强化工艺条件对疲劳寿命的影响,归纳总结了孔结构冷挤压技术中疲劳断口分析和寿命预测的研究结果。研究表明,冷挤压强化后孔壁周围的残余应力分布和微观组织有所改善,通过引入残余应力抵消部分外部载荷冲击,同时,有效抑制位错萌生、增值和滑移的有益位错胞形成,阻止了晶粒的滑动,不仅降低了裂纹的扩展速率,而且提高了孔结构抗塑性变形能力。冷挤压强化工艺参数的优化对疲劳寿命有着重要的影响。分析断口形貌和建立对应工艺参数的数学模型,可以为疲劳寿命的精准预测提供理论依据。最后结合实际生产工艺的技术需求,论文展望了衬套冷挤压强化技术在未来研究中需解决的关键问题和发展趋势。
关键词:孔强化;衬套;冷挤压;残余应力;疲劳寿命
孔结构因可实现设备轻量化、连接可靠和维护方便等优点被广泛应用于航空航天领域中,飞机中大量的机械结构是通过孔结构进行紧固连接[1-3]。但是紧固孔在起到连接和传递载荷作用的同时,破坏了原有设备结构和材料上的连续性,服役过程中易产生应力集中现象,在交变载荷的作用下会产生疲劳裂纹,甚至断裂失效。研究表明,飞机故障的 50%~90%归因于孔结构的失效,疲劳破坏已经成为飞机结构的主要破坏形式[4, 5]。因此提高孔结构的抗疲劳强度对增强飞机使用性能及延长其寿命至关重要。
为了提高孔结构的安全性与可靠性,国内外诸多学者开展了大量研究工作。孔挤压强化具有操作简单、成本低、可控性好等优点,成为航空结构寿命增益的主要强化手段[6-8]。孔的冷挤压强化核心工艺为芯棒挤压,此过程为直径大于待强化孔直径的芯棒强行穿过待强化孔。为了保证挤压强化精度,要求芯棒具有较高的抗变形能力,同时为了避免降低孔壁表面损伤,芯棒和孔壁需做润滑处理。
但是孔结构直接挤压强化经常会造成孔边缘突起和孔壁的擦伤,因此后来又衍生出了衬套冷挤压强化技术,即在挤压芯棒与孔之间引入衬套作为传递介质,挤压时芯棒贴着衬套穿过孔,芯棒的挤压力通过衬套传递给孔壁。这样强化克服了“飞边”、孔腰鼓和孔边缘突台等不良效果,并且提高了强化质量。孔结构冷挤压衬套分为开缝衬套、无缝压合衬套等形式。近年来我国衬套挤压强化技术已逐步应用于航空航天制造等领域,用于机翼和机身之间连接孔、机翼下表面螺栓孔、机身薄壁等飞机关键承力构件连接孔的强化。本文介绍了衬套冷挤压技术的工艺过程及系统硬件组成,分别从应力分布、微观组织方面阐述了强化机理,介绍了孔结构挤压强化疲劳寿命的研究现状。最后结合实际生产工艺的发展需求,提出了目前研究需要解决的问题和未来的发展趋势,为孔结构冷挤压强化研究的进一步开展提供参考与思路。
1 衬套冷挤压强化工艺分析
衬套冷挤压强化技术具有操作简便且强化效果好等优点,已逐渐成为孔强化工艺中常用的方式之一。该技术的研究来源于美国疲劳技术公司(Fatigue Technology Inc., FTI)提出的干涉配合衬套安装方法——ForceMate®法的衬套安装技术[9]。在上世纪六十年代中期,国外最先对军用飞机采用干涉配合强化技术,随后将其推广到民用飞机,如道格拉斯 DC-8 和波音 707 机型。至七十年代后期,冷挤压强化技术已经开始应用于波音 747、道格拉斯 DC-10 和洛克希德 L-1011 等机型。
因此,以美国 FTI 为主的企业逐步形成了系列化、参数化以及相对成熟的技术体系,实现了衬套冷挤压强化技术在军用及民用飞机中的系统化应用,并已经形成技术封锁和垄断[10]。我国针对衬套冷挤压强化技术的研究起步较晚,主要应用在航空和航天领域。但是大部分衬套仍然需要进口,且冷挤压技术较国外落后。目前我国衬套冷挤压强化技术的研究主要集中于航天院所和高校科研单位[11, 12]。虽然已经开展的相关研究推动了冷挤压强化技术的发展,但是冷挤压后孔强化效果和使用寿命上与国外相比具有一定差距,成熟衬套冷挤压技术和设备的相关研究报道较少。
1.1 工艺系统硬件组成
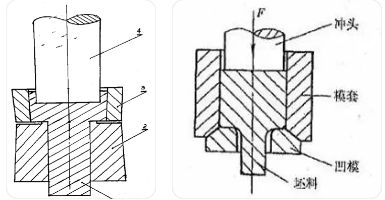
衬套冷挤压强化系统主要由衬套、挤压芯棒、挤压设备、润滑剂和待强化工件组成。作为挤压芯棒和待强化工件间挤压力传递的介质,压合衬套是一种重要的孔结构冷挤压衬套,如图 1 所示[11]。与其它衬套相比,压合衬套以过盈方式置孔内,能够实现更高的挤压过盈强化量,同时可以补偿孔壁因为磨损而产生的误差。压合衬套的加工精度较高,加工难度较大。衬套材料的优选是确保其发挥强化性能的基础。常用衬套材料为不锈钢材料。302 不锈钢具有延伸性小、铬和镍含量高,耐腐蚀性和耐磨性强等优点。这能够保证冷挤压时衬套能够满足挤压芯棒的挤压强度要求,并可以避免断裂而划伤孔内表面。挤压芯棒是冷挤压强化设备的关键部件,主要由 1)连接段、2)导向段、3)和 5)前后锥段以及 4)工作段组成,其中工作段为起到强化作用的部位。
芯棒要求具备较高的硬度,避免挤压过程磨损和变形失效,硬度一般为 HRC≥63~66。为了避免芯棒表面过于粗糙对衬套内孔壁造成划痕损伤,一般芯棒表面的粗糙度小于 0.2 μm。其常用材料为钨系和钨钼系高速钢。孔冷挤压强化设备可以依据工作方式和动力来源分类,主要分为拉拔和推压两种方式,动力来源于液压、气动和气液混合动力供给装置。为了降低强化后孔壁表面损伤,挤压中的润滑剂的使用尤为重要,不仅能够显著减低芯棒工作段和衬套内孔摩擦系数,而且能够有效传导挤压过程中的温度,避免局部温度过高导致的表面粘结行为。
1.2 冷挤压强化过程
衬套冷挤压强化技术即通过衬套将挤压芯棒的挤压力传递给孔壁,在压合衬套冷挤压强化过程主要分为初孔加工、孔挤压强化和终孔加工三个阶段。初孔加工时,对待强化孔进行机械加工使其满足相应的尺寸与精度。进行孔挤压强化时,首先依据待强化孔尺寸选择合适的衬套和芯棒型号,将衬套预先润滑后安装在挤压芯棒上,将芯棒连接段装入拉枪中,芯棒-衬套组件放置于强化孔结构中;然后利用鼻顶帽限制衬套在芯棒拉回方向的自由度,启动气泵带动拉枪将芯棒拉出。芯棒的工作段直径大于衬套内孔直径,在芯棒拉出时以过盈挤压的方式通过衬套内孔。衬套膨胀发生塑性变形使得衬套外壁对孔结构进行挤压,待强化孔壁因受到挤压力的作用也随之发生塑性变形,从而在孔周围产生残余应力,提高了孔的疲劳寿命;最后衬套被安装在孔中成为结构的一部分,完成孔的冷挤压强化过程。终孔加工时,针对挤压强化后的孔进行后期处理,确保满足与其相配合零部件的装配要求。
衬套冷挤压强化将直接影响整机的服役性能,强化失效能够造成重大事故。因此,开展衬套冷挤压的强化机理及疲劳寿命研究,对于指导衬套冷挤压强化工艺,提高民用和军用飞机的服役寿命,促进航空制造领域的发展都具有重要意义。
2 衬套冷挤压强化机理
冷挤压强化提高孔服役寿命的内在机制可归纳为孔壁处残余应力场的产生、微观组织的变化和宏观表面质量的改善[12]。经过芯棒-衬套组件冷挤压的强化孔周围晶体发生畸变、扭曲和滑移等缺陷,从而形成大量位错。在位错的增值和扩展过程中,由于交互作用的存在使得应力作用下晶体缺陷被抑制,形成了应力强化层,从而限制了被挤压件的损伤[13]。经过芯棒挤压强化后的孔壁被引入了有益残余应力场,残余应力的介入不仅抵消促使裂纹产生的能量,而且间接改变了裂纹尖端的应力强度因子,从而起到缓解裂纹萌生和扩展的作用。同时,与孔结构相配合的衬套会使得残余应力场有所抵消,间接降低了外载荷破坏孔壁结构的风险。待强化孔结构经过初加工后,表面完整性有所改变,形成微观“波峰-波谷”周期性微结构,使得孔壁表面更加粗糙。而经过冷挤压强化的作用后,“波峰”结构被压平,并发生向“波谷”流动的趋势,因此“波峰-波谷”周期性微结构相互融合,从而提高了表面完整性,缓解了应力集中,提高了孔结构的服役性能[14]。
2.1 冷挤压强化的应力状态研究
衬套的冷挤压强化可以改善孔结构的应力状态。挤压后的塑性变形层受到弹性区沿着半径方向恢复力的作用,在孔壁的一定深度范围内产生强化层,径向和周向分布着较高的残余压应力。压合衬套冷挤压强化可以减少孔壁周围应力集中区域和微裂纹源,抑制晶体滑移,从而能够显著地增强紧固孔的使用性能,进而为航空飞行器的长寿命服役提供保障。
工件表层残余应力场直接影响其疲劳性能。孔冷挤压残余应力的研究主要分为解析法、实验检测和数值模拟。Yan[16]提出了求解空心圆筒-带孔板模型的残余应力的精确解法,研究了不同可靠性系数下飞机结构的不同寿命关系。Hsu 和 Forman[17]基于弹塑性有限变形的流动理论,结合了修正后的 RambergOsgood 材料本构关系,提出了无限大薄板应力状态的精确解析模型,获得了冷挤压孔卸载后的残余应力。Joede[18]引入多项式系数修正因子,建立了不同壁厚下孔强化后的残余应力数学模型,并且通过有限元模拟和实验检测验证了模型的准确性。
南京航空航天大学朱海对冷挤压孔周围残余应力进行了理论分析,建立了加载过程应力和位移分析数学模型,并将计算值与冷挤压后孔壁周向残余应力实验值进行对比,结果如图 6 所示[19]。由对比结果可知,理论计算值和实验值具有相同趋势,但数值存在微量偏差。此情况归因于理论计算进行了材料理想弹塑性变形的假设,但是实际工作时达屈服极限后工件内部应力并不会瞬间减小,另外由于实验检测手段差异和人为误差的存在使得测量时难免会产生偏差。
冷挤压强化残余应力的解析方法应用时,由于实际冷挤压孔沿轴线(板厚度)方向存在较大应力梯度,这种方法难以解决复杂的试件形状、边界条件与载荷形式等实际冷挤压工艺问题。同时,采用屈服准则、应力状态、材料模型和卸载方式的不同,获得的结果也有所差异。虽然解析方法存在不足之处,但是其能够定量给出冷挤压孔后残余应力分布的数学表达式,便于参数化研究,为后续有限元分析与实验研究提供理论支撑,因而仍具有研究价值。冷挤压后孔周残余应力的实验检测可以依靠相关实验设备来实现。
通过检测孔周围弹性应变、位移或磁场特性等与内应力有关的变量可以推导残余应力分布情况[20]。孔结构的残余应力检测主要分为有损检测和无损检测。有损检测包括环芯法、剥层法和裂纹柔度法。该检测法技术成熟且检测可靠,但将会对检测样件造成损伤。无损检测包括 X 射线衍射法、超声波法、中子衍射法和磁测法等,对检测样件不易造成损伤,从而确保了样件的使用性能[21]。Zhang 等[22]分别采用了等高线法、X 射线法测定了 EN8 钢板冷挤压孔的周向应力。采用这种测量方法获得的实验值与有限元仿真结果进行了比较分析,如图 8 所示。研究结果表明:等高线法与有限元法计算结果吻合良好,等高线法可以替代现有残余应力测量方法,为孔冷挤压后裂纹萌生和扩展的研究提供技术支持。
2.2 冷挤压强化的微观组织变化
经过冷挤压强化后的孔结构不仅引入了残余应力场,而且孔壁表层微观组织结构得到改善。微观组织的改变有效抑制了疲劳裂纹的萌生和扩展,从而提高了孔结构的服役性能。近年来对冷挤压强化后显微组织的变化已经引起了人们的重视。Faghih 等对镁合金进行了冷挤压强化后对显微组织进行了分析,研究了挤压量对微观组织变化的影响。
高强度冷挤压作用下,在显微组织中发现了晶间缺陷。5%冷胀试样的 SEM 显微照片显示晶粒完全缠绕,没有任何微缺陷;而 6%冷挤压试样则存在晶间缺陷或微裂纹。缺陷的存在是由于引起的过度塑性变形,导致晶粒的滑动。此外,相分布图也证实了纳米金属化合物在晶界处析出,阻碍了位错的运动。因此,位错在析出相周围堆积,从而提高了力学性能。同时发现冷挤压后孔周的高位错密度和高体积分数的孪晶使得硬度增加,孔边位置中间面的孪晶体积分数大于挤入面和挤出面。
3 冷挤压强化的疲劳寿命研究进展
孔冷挤压强化疲劳寿命研究是确保设备稳定工作和预测维护周期的重要指标,将宏观的疲劳失效形式转化为疲劳寿命研究,定量的描述设备安全服役时间。冷挤压强化的疲劳寿命主要分为数值模拟和实验研究,其中数值模拟研究主要表现在疲劳寿命预测、工艺参数影响规律上。对孔冷挤压的实验研究,目前主要集中在疲劳寿命预测、孔疲劳寿命增益的工艺参数影响、冷挤压后孔壁显微组织变化以及强化试件的疲劳断口分析等方面。
3.1 冷挤压强化的孔疲劳寿命预测
为了探究冷挤压强化后孔的疲劳寿命,国内外学者开展了大量的研究工作。针对疲劳寿命数值模拟研究,部分学者基于得到的残余应力结果,应用名义应力法或局部应力应变法等疲劳寿命分析方法对孔挤压后的危险单元进行疲劳寿命估算;也有学者在孔冷挤压数值仿真基础上,基于零件 S-N 曲线,利用疲劳寿命分析软件进行寿命仿真。基于有限元方法的数值模拟技术可以实现冷挤压后衬套和孔结构的疲劳寿命估算和预测。Lacarac[39]基于有限元仿真与帕里斯定律,提出了疲劳裂纹增长速率的预测方法。上海交通大学对铝合金芯棒和衬套挤压强化进行了仿真,估算了循环载荷作用下的疲劳寿命,并进行试验验证[40]。
Bahloul[41]为研究应力水平、过盈配合尺寸和扩孔直径对裂纹单边缺口拉伸试样疲劳寿命的影响,将有限元方法与蒙特卡罗可靠性分析方法相结合,研究发现直径为 6mm 的过干涉配合孔具有更高的有效残余压应力分布和更高的疲劳寿命。针对不同过盈配合尺寸,研究修正了等概率 S-N 曲线和可靠性-寿命曲线,为后续孔冷挤压强化疲劳寿命预测提供技术支持。王幸[42]在基于有限元方法获得 TC4 中心孔板疲劳数据后,通过累积损伤准则实现对给定载荷谱下的寿命预测,并建立了非线性累积损伤模型,预测结果和试验值的比值在 0.5~2 倍内,图 16 为强化前后中心孔板疲劳寿命预测的结果。南京航空航天大学以开缝衬套为研究对象,开展了冷挤压强化的疲劳寿命仿真研究,开发了疲劳强度预测软件,并研制了衬套冷挤压强化疲劳寿命预测系统,为衬套冷挤压强化疲劳寿命的预测研究提供了思路[43, 44]。
3.2 孔疲劳寿命增益的工艺条件影响
影响冷挤压强化后孔疲劳寿命增益的工艺条件主要包含被挤压件的材料属性和几何尺寸、芯棒结构和挤压量、衬套厚度及挤压方式等等。相关研究表明传统冷缩衬套由于挤压量小,疲劳增益效果有限,而过大的挤压量导致衬套孔壁易损伤而产生裂纹源。采用 0.5mm 甚至更大干涉挤压量的压合衬套,在疲劳增益方面是传统冷缩法的 3 倍以上[45, 14]。Yan[46]建立了 AISI 4130 钢衬套和 7050-T7451 铝合金板材的有限元模型,计算了疲劳裂纹形核寿命。该方法在飞机舱壁上连接主起落架和锁紧机构的孔处进行了演示。研究结果表明:冷挤压强化后裂纹形核的疲劳寿命提高为 6.6 倍,裂纹扩展的疲劳寿命提高为 4.9 倍。
张小辉等人针对7B04-T651 铝合金试件进行了冷挤压强化模拟,得到了不同挤压方式下材料的流动特征,如图 17 所示[47]。该研究验证了衬套在抑制材料轴向流动方面的优势,从而提高了试件的疲劳寿命。二次挤压强化技术可以在保证底孔有足够的强化效果下,实现衬套与孔壁的紧密配合,从而有效提高连接件的疲劳寿命[48]。
4 衬套冷挤压强化面临的关键问题
虽然冷挤压强化技术随着研究的不断深入,其研究成果也在不断地丰富。然而国内衬套在孔冷挤压强化技术中起步较晚,尤其压合衬套冷挤压的基础研究更加匮乏,导致衬套冷挤压强化技术在实际生产工艺中尚存在需要解决的关键问题,主要有以下几个方面:
(1)关于冷挤压强化技术数据和成果集中在对数值模拟或实验结果的规律总结上,缺乏相关参数对强化效果的定量分析,并且大多建立的力学解析模型未考虑外载,而与实际强化效果相差较大。(2)针对冷挤压强化残余应力的研究,目前大多数的研究结果往往是单一因素对残余应力分布结果的影响,而没有全面考察强化过程中多个因素耦合作用对残余应力分布的共同作用。(3)对残余应力的研究大多聚焦在宏观上力学特性的分布规律上,而对冷挤压过程中被强化件材料组织流动规律机理揭示的研究较少,因此对衬套冷挤压强化微观机理研究还不够深入。(4)针对冷挤压强化疲劳寿命的研究,目前学者主要集中在利用数值模拟和疲劳实验的方法来评估疲劳寿命数值上,但对强化后试件在载荷作用下疲劳裂纹的增长机制研究较少。(5)由于疲劳试验存在着费时、费力等缺点,对衬套冷挤压疲劳寿命的准确预测目前仍是研究的难点,针对衬套冷挤压疲劳寿命仿真预测模型与系统的开发也是亟待解决的问题。
金属工艺论文投稿:铝合金论文发表哪些中文期刊
5 未来发展趋势
根据实际生产工艺的需求,孔用衬套冷挤压强化技术未来需要在强化效果、疲劳寿命增益、强化工艺参数、疲劳寿命预测等方面开展前沿研究。主要体现在以下主要方向:(1)强化效果定量分析与力学解析模型;(2)冷挤压强化微观机理和疲劳裂纹机制;(3)孔用衬套冷挤压工艺参数的优化;(4)冷挤压关键参数的关联耦合分析;(5)残余应力与疲劳寿命仿真预测系统。6 结语孔结构的冷挤压技术是实现其应力和疲劳强化的重要手段,对航空飞行器孔结构的有效固联将产生显著的影响。本文分析了衬套冷挤压强化工艺,总结了衬套冷挤压强化机理,揭示了冷挤压强化中应力和微观组织变化机制,归纳了冷挤压强化疲劳寿命的研究进展,并提出了衬套冷挤压强化面临的关键问题及未来的发展趋势。
参考文献:
[1] HUANG W, WANG T, GARBATOV Y, et al. Fatigue Reliability Assessment of Riveted Lap Joint of Aircraft Structures [J].International Journal of Fatigue, 2012, 43: 54-61.
[2] SHI P. Corrosion Fatigue and Multiple Site Damage Reliability Analysis[J]. International Journal of Fatigue, 2003, 25(6): 457-469.
[3] 薛凤梅,李付国,范娟,等. 7050-T7451铝合金含孔连接板件的拉伸性能与断裂韧性模拟分析与实验研究[J]. 稀有金属材料与工程, 2013, 42(9): 1767-1772.XUE Feng-mei, LI Fu-guo, FAN Juan, et al. Experiments and Simulations on Tensile Properties and Fracture Toughness of 7050-T7451 Aluminum Alloy Hole Specimens [J]. Rare Metal Materials and Engineering, 2013, 42(9): 1767-1772.
[4] LIU Y S, SHAO X J, LIU Jun, et al. Finite Element Method and Experimental Investigation on the Residual Stress Fields andFatigue Performance of Cold Expansion hole [J]. Materials & Design, 2010, 31(3): 1208-1215.
作者:林忠亮 1, 2,白清顺 1,王洪飞 1,唐伟 2,吴保全 1
最新期刊论文咨询
- 浏览量:600公路交通通达性与经济增长空间效应研究
- 浏览量:381中资商业银行跨境融资业务发展及产品应用浅析
- 浏览量:385“双主体”育人模式在高职油气储运人才培养中的实践探索
- 浏览量:372冬奥会背景下我国雪地排球运动发展态势与对策研究
- 浏览量:398高级工程师论文工程造价经济分析工作研究
- 浏览量:295产教融合理念如何培养工商管理人才
- 浏览量:341雄安新区公租房PPP+REITs融资模式研究
- 浏览量:432基于模糊综合评价法的农机融资租赁信用风险评估研究
- 浏览量:369浅析企业货币资金的审计方法
- 浏览量:374会计电算化对于茶企内部控制管理有何影响
SCI核心期刊推荐
-

-
Scientific Reports
数据库:SCI
ISSN:2045-2322
刊期:进入查看
格式:咨询顾问
-

-
ACTA RADIOLOGICA
数据库:SCI
ISSN:0284-1851
刊期:进入查看
格式:咨询顾问
-

-
Materials Today Communications
数据库:SCI
ISSN:2352-4928
刊期:进入查看
格式:咨询顾问
-

-
PLANT JOURNAL
数据库:SCI
ISSN:0960-7412
刊期:进入查看
格式:咨询顾问
-

-
APPLIED SURFACE SCIENCE
数据库:SCI
ISSN:0169-4332
刊期:进入查看
格式:咨询顾问