路桥工程师职称论文要求钢管混凝土拱桥施工技术
时间: 分类:推荐论文 浏览次数:
摘要:钢管混凝土拱桥是我国近年来桥梁建设发展的新技术,具有自重轻、强度大、抗变形能力强的优点,是大跨度拱桥的一种比较理想的结构形式。随着跨径的增大,钢管本身的架设难度也越来越大。本文结合武汉轨道交通工程一号线工程实例,对跨江岸货场槽形梁拱组合桥钢管拱施工技术进行了探讨。
关键词:路桥工程师职称论文要求,钢管拱施工,技术要点
一、工程概况
武汉市轨道交通一号线二期工程跨越江汉铁路江岸货场,由于受地形、地物的限制,采取了尽量降低梁高的槽形梁结构,主桥采用跨度(49.9+104.983+49.9)米预应力混凝土槽形梁与钢管混凝土拱组合结构。该桥采用“先梁后拱”施工方法,即先利用挂篮悬臂灌注槽形梁,槽形梁合龙后在桥面上架设支架,拼装钢管拱肋,然后灌注拱肋混凝土,之后安装和张拉吊杆,使槽形梁和钢管拱组合起来共同工作。
目前槽形梁正在按施工计划有条不紊地施工,边跨已经合龙,将进行铁砂混凝土配重,然后中跨继续悬臂灌注2个节段,预计4月6日中跨合龙,即将进行钢管拱的施工。现主要介绍钢管拱的工程情况。
二、钢管混凝土施工要点
1、混凝土灌注时间选择在晚上进行,灌注速度不宜过快,控制在 25~30m。/h左右,顶升至横梁底部时,由于横梁内部隔板及肋板较多,待表面水份及浮浆从排气孔中排出后,使用振捣棒对边角位置的混凝土进振捣。
2、混凝土灌注到横梁后,关闭混凝土的进料阀门,更换输送车进行横梁内部混凝土的灌注,将混凝土输送管从桥面上拱肋人孔伸入拱肋内送料,采用振捣棒进行振捣密实。
3、混凝土灌注过程要做到连续泵送完成,其间不宜停顿,如果必须中断,时间尽量缩短,最多不能超过 0.5h,否则,由于混凝土在输送管及钢管柱内停留时间过长,有可能导致管内混凝土假凝而堵管,造成工程质量事故。
4、在混凝土浇注过程中,安排人员在拱肋周边用锤子敲击钢板,以判别拱肋 内混凝土是否 已浇灌密实。若出现明显的空洞时,如果发生在拱座正上方,可以临时开Ol6lam排气孔如发生在拱肋竖向位置,可采用振动棒从上方插入对该处进行振捣密实。
5、灌注第二层混凝土时,采用顶升法灌注,当灌注至 发计盲板位置时,顶部水分及浮浆先从排气 口排出,当排气孔及出浆孔有浆排出时,放慢泵送速度,每次泵送一下,停顿 20s,如此多次反复,最终排完水和浮浆,排气管挤出均匀连续的混凝土为止。
6、管内混凝土灌注完成后,关闭混凝土进料阀门拆除输送管清洗,2h后可拆除进料阀门。24h后,用气焊割除临时进料管,清洗,用孔壁钢板封焊排浆及排气孔。
7、瀑凝土质量检验及缺陷补强
旋工完毕后,管内混凝土的浇灌质量可以用敲击拱肋钢板的方法初步检查,对有异常者,可用超声波进一步检测。若发现管内混凝土不密实,可采用钻孔压浆法进行补强。当缺陷较小时,压浆采用无收缩中化 一798环氧树脂化学浆液 (由设计提供压浆参数和指标):当缺陷较大时,压高标号环氧砂浆。压浆后将钻孔补焊牢固,并磨平光滑。
三、安装工序
1、钢管拱安装工艺流程
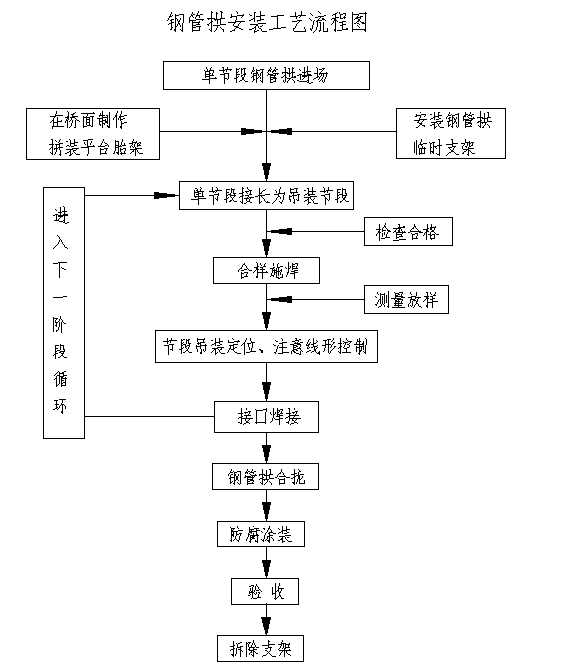
2、 钢管拱现场拼装胎架
钢管拱拼装胎架设计应满足下列要求:
⑴、胎架纵、横向各点标高按设计给定的线形设计。
⑵、在胎架上设置控制点,纵、横基线和基准点,以控制钢管拱及节段的位置及高度,确保各部尺寸和立面线形。胎架外设置独立的放样纵横基线、基点,以便随时对胎架进行检测。
⑶、现场胎架应满足钢管拱焊接和安全的要求。
在施工过程中,严格按照施工工艺执行拼装方法及焊接顺序,焊接接头的布置方位,反变形的调整。焊接必须保证温度在5℃以上,相对湿度不大于80%,焊接时尽量采用平焊,避免仰角焊,尽量采用平位焊或船形焊。焊接顺序从两端由双人从两侧对称同时施焊防止变形。根据设计板厚的情况和设计接头形式编制焊接作业指导书。
3、焊缝检验
⑴、焊缝及产品的各项力学性能指标必须满足设计及规范要求。
⑵、焊缝的外观质量和内部质量满足规范要求,不得有裂纹、未熔合、焊瘤、夹渣、未填满弧坑等缺陷。
⑶、不合格的焊缝经报工程师同意修补后方能进行修补,修补次数不宜超过两次,若第二次返修后仍不合格,应查明原因,报工程师批准后方可进行第三次返修。经返修的焊缝应随即打磨匀顺,并按原质量要求复检,对环、缝形接口焊缝,其修补部位应检查。焊缝缺陷修补办法按表下列表执行。
⑷、钢管拱焊缝缺陷修补办法
缺陷种类修补办法
切除临时连接板时留下的缺陷伤及钢材表面深度大于0.1mm且小于1mm的缺陷应用砂轮磨平;深度超过1mm者,手工补焊后用砂轮修磨平顺。
咬边深度小于0.5mm的用砂轮磨顺;
深度大于0.5mm的手工补焊后用砂轮修磨匀顺。
焊缝裂纹或热影响区裂纹应查明原因,用碳弧气刨清除缺陷,提出防止措施。用原焊接方法进行返修焊(焊缝长度小于200mm可用手工焊)。
气孔、夹渣、未熔透、凹坑等缺陷用碳弧气刨清除缺陷,手工焊返修,焊后磨平顺。
自动焊、半自动焊起弧或落弧的凹坑如要继续施焊或补焊时,必须将原来弧坑部分或被清除部位的焊缝两端刨成不陡于1:5的斜坡,再继续焊接。
四、拱肋混凝土的灌注
根据设计拱肋混凝土采用泵送顶升法,弦管混凝土采用一级泵送、缀板内混凝土采用二级泵送。每榀拱肋上下弦管各设隔仓板1处,腹板内设隔仓板3处。
1、混凝土制备
本桥管内混凝土设计为C50微膨胀混凝土,管内混凝土为便于浇筑,要求坍落度大,和易性好,且不泌水不离析。同时为充分发挥钢管套箍作用,要求混凝土的收缩率小,填充饱满。
为满足混凝土强度和坍落度、和易性要求,常采用减水剂和高效减水剂,以降低用水量,减小水灰比,增大混凝土流动性,提高混凝土强度和耐久性。本次混凝土制备中采用武汉格瑞林建材科技股份有限公司高效减水剂。其减水和分散作用较大,引气性不大,适宜于配置高强混凝土。
为保证管内混凝土的密实性,减小混凝土收缩系数和孔隙率,在混凝土中加入膨胀剂。为改善混凝土性能,降低干缩变形和水化热,减水水泥用量,钢管混凝土的管内混凝土还掺入粉煤灰。由于粉煤灰颗粒很小,填充于混凝土的部分气孔和毛细孔管,可改善混凝土组成的颗粒级配,增加致密性;粉煤灰的球形颗粒的滚珠作用可改善混合料的可浇筑性,从而可进一步减少用水量。粉煤灰中的活性氧化硅和活性氧化铝能和水泥水化产生的氢氧化钙起二次水化反应,生成不溶性的胶结性能更佳的水化硅酸铝凝胶,增强硬化混凝土的密实性且改善其抗侵蚀、水腐蚀能力。
2、泵送顶升法工艺
⑴泵送顶升法基本原理
钢管混凝土拱桥钢管内的混凝土采用泵送顶升浇灌法。泵送顶升法是在钢管拱脚部接近地面适当位置处开压注孔并将设有闸阀的钢管进料口与泵管相连,混凝土在泵压力作用下,由下而上顶升,靠自重挤压密实充填管腔,与钢管共同工作。
⑵泵送准备工作
对进场的设备、材料进行检查,保证质量和足够的数量,操作人员必须进行工作前的演练,同输送泵进行联动试车,施工用电采用双回路供电或备发动机组。
⑶输送泵选型
泵送混凝土前,要进行混凝土输送泵的选型。应根据泵送高度、距离、输送速度计算最大泵送压力及泵送功率,确定选用输送泵的型号规格,与之相匹配的混凝土拌和设备。混凝土输送泵应当性能可靠,保证能连续灌注,且备有备用泵;输送泵的额定扬程应大于1.5倍灌注顶面高度;输送泵的出口泵压不宜超过规范要求,以免钢管被压裂;输送泵的额定速度满足下式要求
V≥1.2Q/t
式中,v-输送泵的额定速度(m3/h);
t-混凝土终凝时间(h);
Q-要求灌注的混凝土方量(m3)。
我部C50膨胀混凝土的终凝时间为7小时,一次灌注C50膨胀混凝土的最大方量为100 m3,采用两台输送泵同时开始灌注,每台输送泵要求灌注的混凝土量为50 m3。则要求选用输送泵的额定速度≥1.2*50/7=8.6 m3/h。
为确保膨胀混凝土的质量,结合现场位于武汉租用输送泵比较方便等实际情况,选用三一重工HBT60A型拖式混凝土泵,其最大理论输出梁为60立方米/小时,最大泵送混凝土压力为10.6MPVa,最大水平输送距离1000米,最大垂直输送距离为150米,电动机功率为75kw,完全可以满足要求。拱肋对称施工配备两台,另外施工现场放置一台备用。
⑷泵送工艺
影响管内混凝土灌注质量的因素主要是泵送混凝土的配合比设计以及泵送工艺的设计。合理的泵送工艺设计是混凝土灌注质量的重要保证之一。泵送工艺主要有以下流程:清洗管内油污→湿润内壁→安装压注头和闸阀→泵送高标号砂浆→泵送压注管内混凝土→拱顶排浆孔振捣混凝土→关闭压注口处闸阀→拆除闸阀完成泵送。
五、吊杆施工
吊杆造价在全桥造价中件占很小的比例,然而它却是影响结构安全的关键构件。本桥吊杆顺桥向间距8米,全桥共设11对吊杆,吊杆采用PES(FD)7-37型低应力防腐拉索(平行钢丝索),外套复合不锈钢管,配套使用LZM7-37型冷铸墩头锚,吊杆上端穿过拱肋,锚于拱肋上缘张拉底座,下端锚于吊杆吊杆横梁下缘固定底座。
5.1施工工艺流程
备料 → 安装下端螺母 → 牵引上端锚头 → 张拉上锚头 → 拧紧螺母定位 → 张拉吊杆 → 安装减振器及防水罩 → 锚头防护
5.2 施工操作要点
5.2.1设置牵引机构、穿吊杆。 吊杆安装时,首先设置牵引机构;拧出吊杆上端螺母,装到拱上待穿吊杆的预留孔道槽内;启动卷扬机,将牵引钢丝绳由待穿吊杆的拱上预留孔道放下;将牵引绳的连接头与吊杆上端的锚杯连接起来;再启动卷扬机,缓慢将吊杆牵引向上,穿出拱肋预留孔道,拧上端螺母;最后卸下牵引连接头,完成初步安装。依次将所有吊杆装上。
5.2.2调节标高。
5.2.3张拉吊杆。根据设计分次张拉吊杆。
5.2.4在拱肋的吊杆预留孔道下端和横梁的吊杆预留孔道上端安装减振块。
5.2.5吊杆及锚头防护。防腐时首先用注油泵向下预埋管内灌注防护油脂,然后安装上下锚头的保护罩,往保护罩内注入防腐油脂进行锚头防腐;接着检查吊杆外防护PE是否损坏,如有损坏用PE热焊枪进行补焊;最后安装吊杆外套管及防水罩。
参考文献:
[1]李俊;;大跨度钢管混凝土拱桥稳定性分析[J];山西建筑;2011年20期
[2] 赖富才. 钢管砼拱桥施工及成桥阶段拱肋静力分析[J]. 公路与汽运. 2009(03)
[3] 盖小红. 铁路钢管混凝土系杆拱桥拱肋截面形式分析[J]. 铁道建筑技术. 2009(09)
最新期刊论文咨询
- 浏览量:258职称论文格式纪录片里出现艺术倾向的原因
- 浏览量:398环境工程的明年评职需要发论文吗?
- 浏览量:277桥梁吊装工程的安全管理
- 浏览量:230论课堂德育的三主体结构
- 浏览量:231汉中西二环大桥现浇支架的设计与施工
- 浏览量:504雷电统计参数对电网雷击跳闸率计算的影响
- 浏览量:268治疗儿科心跳骤停
- 浏览量:336环境补偿基础上探究超高层建筑空中院落设计
- 浏览量:327建筑工程师论文大底盘多塔楼高层建筑结构设计方法
- 浏览量:289国家级医学卫生论文浅析环境卫生治理
SCI核心期刊推荐
-

-
Scientific Reports
数据库:SCI
ISSN:2045-2322
刊期:进入查看
格式:咨询顾问
-

-
ACTA RADIOLOGICA
数据库:SCI
ISSN:0284-1851
刊期:进入查看
格式:咨询顾问
-

-
Materials Today Communications
数据库:SCI
ISSN:2352-4928
刊期:进入查看
格式:咨询顾问
-

-
PLANT JOURNAL
数据库:SCI
ISSN:0960-7412
刊期:进入查看
格式:咨询顾问
-

-
APPLIED SURFACE SCIENCE
数据库:SCI
ISSN:0169-4332
刊期:进入查看
格式:咨询顾问