ˮú�������������ٶ�����ѹ���Ӱ��
ʱ�䣺 ���ࣺ�������� ���������
����ժҪ��ͨ���Թ�������ĸ��죬����������¯����������������ѹ��ǰ��Ҳ�����仯�����ľ�����ѹ��Ľ��ͽ��з�����
�����ؼ��ʣ�����;����ѹ��;��������
�����к�ʯ�ͻ���ú������˾(��ƻ���˾)���30��ֺϳɰ���52��ִ����������Ŀ�����ں�����ʡ���У���2014�꽨��ɹ�Ͷ������������ʹ������ͨ�õ�����˾ˮú����ѹ�����������ϳɰ����õ�����������˾S-300�ϳ������ձ������ع���˾�ϳ���ѹ���������ز��ú���˹�����﹫˾2000+���Ŷ�����̼���ᡢ��ʽ��Ӧ�����������3̨����¯��2��1��������ϵͳ��Ͷú��1500�֣�����ѹ��6.5Mpa(G)���ļ�����������
����1����������ʹ�����
����1.1 �������������
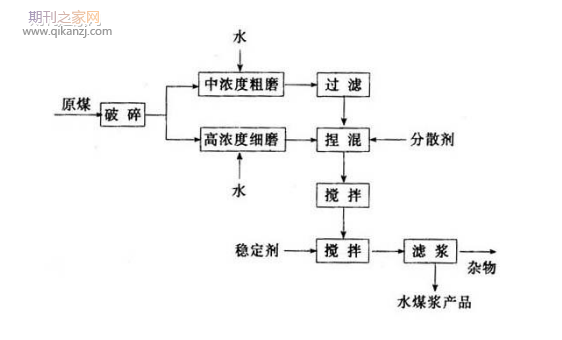
����ˮú��������Ҫ��Һ��ԭ��(����Ũ�ȵĹ���ú��)ͨ����������������������������dz����ӣ���ˣ����������ʹ��������Լ����������¯�������������ڡ�
������������Ϊ����ͨ�õ�����˾�������ڹ��ڽ���ά�ޡ����ڽϸߵ�ʯ��ʯ���������ڹ��ղ����Ͻ��о�ϸ���������ƶ���ר�ŵ������ά��̨�ˣ�����������ʵ�ʼ�������ƶ���ѧ������¯�������ڣ�����ͷ������ӹ����κ������и�����������ά�������Ҫ�������ʹ����������70�����ϣ��������������϶��ƽ�С����������¯ͷѹ��������8.5Mpa(G)��ϵͳ���ɽϸ�ʱ��ȫ������������Ȼ�����ӣ����ͨ������������컷϶�İ취�����Ӳ����ĵ��ԡ�
����1.2 ��������Ľṹ������
�����ṹ��ʽΪͬ��������ʽ�������������ܵij�����Ƴ�������ʽ��Ŀ���Ƕ����������м��٣�ͬʱ������������������һ�������������γ�һ��ˮú������������Ԥ���ǻ��ˮú���ij��ڹ�·Ҳ��Ƴ�������ʽ��ʹ����Ԥ���ǻ��ˮú���߱�һ�����ٶ�[1]����Ԥ���ǻ�ڣ�������������ˮú������ϡ�ͺͳ����٣�����ˮú�����������ܣ���ͬ�����þ���Ϊ�˱�֤ˮú�����뿪����������Ч��[2]�������ܿڵ����ڱ�������һЩ��Ŀ�����ṩ�������ٵ�����������ͨ��Ԥ��ǻ��ˮú�������������õ��������Ա�������¯�ڴﵽ���õ�����Ч����
����2��������������������������ԭ�����
����2.1 �������ݵķ���
��������¯��������17900Nm3����£������������ڷ�����Ϊ85%������¯ú����������Ϊ36��/ʱ��Ϊ��֤����¯���и��ɣ�ֻ���ɲ�ȡ�����շ�����ѹ���ķ�����������Һ�������в��ȶ���ԭ������������������������¯���ɲ�����ߵ���Ҫԭ��Ҳ��ϵͳ�������Խ�С����Ҫԭ��[3]��
�����������������ڷ�ѹ����з�����ͬ��ҵij��ҵ�������ڷ�ǰ��ѹ��Ϊ0.912 Mpa(G)������λ���ڷ�ǰ��ѹ��0.175 Mpa(G)��ͬ��ҵij��ҵ������¯ǰѹ��Ϊ7.365 Mpa(G)������λ������¯ǰѹ��Ϊ8.51Mpa(G)��
����2.2 ���췽��
���������ȡ�ı��������������Ƭ��ȵķ�����ͨ���ô�ʩ����������������ͷ���ƣ����������ͨ����ͨ���������ר����Ҫ������¯ͷѹ�����õ���8.36 Mpa(G)��������ר����ȷ�������������������ͨ��϶�ߴ�����0.705mm[3]��
����3 �������������ͨ���������������
��������������죬�����������ڷ�����50%��ǰ��ѹ��1.71 Mpa(G)�������������Լ���19000 Nm3������¯����Ҳ��֮ǰ��35��/ʱ���ӵ�38.5��/ʱ������ϵͳ�����ȶ�������¯���¶ȷֲ�������ϵͳ�������������
����3.1 �������������ѹ��仯�Ա�
��������ǰ����¯������ѹ��Ϊ460 kpa(G)�����������¯����ѹ��Ϊ340 kpa(G)��ǰ��Ƚϣ�ѹ�������Խ��͡�
����3.2 ����ѹ���ԭ�����
����������������������ٶ�һ��Ϊ���������ij�������150~180��/�룬ú����������2~4��/�룬Ԥ���ǻ����ƽ������һ��Ϊ12-20��/�룬�����ij�������160~200��/�롣
�������컷϶����������2.47mm���ӵ�3.175mm������ѹ��͡����ѹ����֮ǰ8.5 Mpa(G)���͵�6.96 Mpa(G)�������������ΪDN120������������ΪDN80���������������ټ����������㣺
��������ı�֮ǰ�������������ƽ������Ϊ��180��/��;
��������������������ƽ������Ϊ��170��/��;
��������ı�֮���������������ƽ������Ϊ��160��/��;
��������������������ƽ������Ϊ��150��/�롣
�������ڸ���������������ٶȽ��ͣ���ú���������������٣�ֱ�����������ĺ������ѹ��С��֮ǰ����Ϊ�������ٵı仯����Ӱ�쵽����ѹ�
��������ʦ����Ͷ�忯��������ͨѶּ�ڰ����������û�������������֪ʶ����������о�����������������ʵ�����⣬�����ҵ��������ˮƽ���ƹ�ͽ����²�Ʒ���¼������²��ϡ����豸���¹��ա�
����4 ������
�����Թ�������ĸ��������ѹ����֮ǰ�����һ�����ȵĽ��ͣ���ǰ���������ȶ���������¯�����ڼ��ͻ�ש������ã�¯�������ֲ������������������˻���Ч��������������������ϵͳ�IJ������ԡ�
�����ο����ף�
����[1] �ִ�ú���������ֲ� ������ ��ѧ��ҵ������ 2004��3�µ�1��
����[2] ����¯����������������С�� ����Ƶ� ȫ��������״�����������ҵ��Ǣ̸������Ļ�� 2008��9��
����[3] GEˮú������������������������ �ֆ� �������ͨѶ 2016��
��������飺�ֆ�
�����ڿ�������ѯ
- �������606����ȫ�����а�ȫ����������ο���
- �������572��ŷ�����ƶ�����һ�廯��չ���о�
- �������362�ȹ�ʽ�������������²��װ�õ�������о�
- �������344�������µĹ��ϼ�⼼������
- �������382ģ�黯��﮵�������ϵͳ
- �������299̽�ֱ���豸������ά��
- �������301����ͨ�ŷ�����ҵӪ��������ϵ�Ĺ����о�
- �������346����ͨ�ż�����չӦ����״��δ��չ��
- �������239���������е����Զ������ʵ�ּ�Ӧ��
- �������370̽��ijͨ���豸�����ϵ����������������
SCI�����ڿ��Ƽ�
-

-
Scientific Reports
���ݿ⣺SCI
ISSN��2045-2322
���ڣ�����鿴
��ʽ����ѯ����
-

-
ACTA RADIOLOGICA
���ݿ⣺SCI
ISSN��0284-1851
���ڣ�����鿴
��ʽ����ѯ����
-

-
Materials Today Communications
���ݿ⣺SCI
ISSN��2352-4928
���ڣ�����鿴
��ʽ����ѯ����
-

-
PLANT JOURNAL
���ݿ⣺SCI
ISSN��0960-7412
���ڣ�����鿴
��ʽ����ѯ����
-

-
APPLIED SURFACE SCIENCE
���ݿ⣺SCI
ISSN��0169-4332
���ڣ�����鿴
��ʽ����ѯ����